
耐磨鑄鋼管ZG40CrNiMoMnSiRe的焊接
摘要:ZG40CrNiMoMnSiRe是一特種耐磨鑄鋼,目前沒有成熟的焊接工藝。根據材料可焊性理論,通過對ZG40CrNiMoMnSiRe的碳當量、熱影響區脆化及冷裂紋、熱裂紋分析,提出了可行的焊接工藝及焊接質量控制方法,經焊縫外觀檢查、滲油試驗及管道系統試驗,焊接質量達到有關標準要求。同類材料焊接可參考本工藝進行。
引言
山西化肥廠新增220t/h高溫高壓蒸汽鍋爐送粉原煤管線及輸灰管線采用耐磨鑄鋼ZG40CrNiMOMnSiRe材料。規格為:φ89×8mm、φ108×8mm。
1 ZG40CrNiMoMnSiRe焊接性分析
1.1碳當量測算ZG40CrNiMoMnSiRe的化學成份見表l。
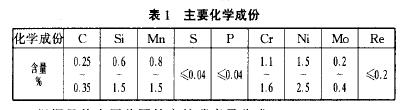
根據目前應用范圍較J。的碳當量公式:
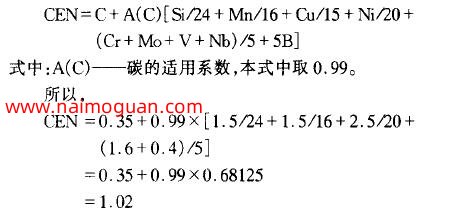
從上式得出的CEN值約為1.02,遠遠大于0.4,說明此鋼材易于淬硬。
1.2焊接熱影響區的脆化
ZG40CrNiMoMnsiRe鑄鋼由于碳量高,合金元素多,鋼的淬硬傾向大,Ms點又低,因而在淬火區易產生大量淬硬的馬氏體(尤其是高碳、粗大的馬氏體),導致嚴重的脆化。因此宜采用小線能量焊接,以利于減少粗晶淬火區的高溫停留時間,降低奧氏體的過熱長晶和穩定性,從而降低淬火區的脆化程度。
1.3冷裂紋
ZG40CrNiMoMnSiRe淬硬傾向大,近縫區所出現的馬氏體組織,增加了焊接接頭的冷裂傾向。為了提高抗裂性,應盡量降低焊接接頭的含氫量,并采用焊前預熱和焊后及時熱處理。
1.4熱裂紋
ZG40CrNiMoMnsiRe碳及合金含量高,焊縫凝固結晶時,結晶溫度區間大,偏析傾向也較大,因而焊接時具有較大的熱裂紋敏感性。為了防止產生熱裂紋,應采用低碳焊條,在焊接工藝上要注意填滿弧坑。
2 焊接工藝
2.1 焊接方法:手工電弧焊。
2.2 焊接材料:低氫型焊條J707。
2.3 坡口型式:V型坡口。
2.4 焊前預熱:溫度為200℃;層溫保護大于等于150℃;焊后熱處理:溫度為630℃~640℃。
2.5 焊接規范參數:采用直流反接;
打底焊:焊條夠.2 mm,電流90 A~120 A;
蓋面:焊條似mm,電流120 A~160 A。
3 焊接質量控制
3.1 焊件的切割和坡口加工采用機械方法,以保證裝配精度,避免切口處發生組織變化。
3.2 焊件組對前應將坡口及內外側表面不小于10 Hun范圍內的油、漆、垢、銹、毛刺等清除干凈。
3.3 焊條烘干溫度為350℃~450℃,恒溫1 h。烘干后放在100℃~150℃保溫桶內,隨用隨取。
3.4 焊接定位焊縫時,應采用與根部焊道相同的焊接材料和焊接工藝。
3.5施焊中應保持起弧和收弧處的質量,收弧時應將弧坑填滿。
3.6 應嚴格按照焊接工藝施焊。
3.7 焊后按質量要求進行100%焊縫外觀檢查,3%的滲油試驗。
4 結語
山西化肥廠220t/h新增鍋爐送粉原煤管線及輸灰管線按上述工藝進行焊接。經管道系統試驗及滲油試驗,焊接質量達到有關施工規范和質量標準要求。